ЧИСЛЕННОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА РЕЗКИ СТАЛЬНЫХ ЛИСТОВ С ПОМОЩЬЮ ЛАЗЕРНОГО ЛУЧА
Авторы: Zbigniew Saternus, Wiesława Piekarska, Marcin Kubiak, Tomasz Domański, Dorota Goszczyńska-Króliszewska
Ченстоховский технологический университет, факультет машиностроения и компьютерных наук, Ченстохова, Польша
Реферат. Технология резки лазерным лучом становится невероятно популярной в многочисленных отраслях промышленности. Преимущества данной технологии: очень высокая скорость резания и высокая степень точности краёв разрезаемых элементов. Хорошее качество зависит от многих технологических параметров. Численный прогноз влияния параметров процесса резки на качество поверхности может быть полезен для технологов. Данная работа посвящена численному анализу процесса лазерной резки листовой стали. Проанализировано влияние выбранных параметров на энергетическую эффективность источника тепла и скорость резания. Численные расчеты выполняются в программном обеспечении Abaqus. Разработана трехмерная дискретная модель анализируемой системы. Приняты во внимание стандартные параметры материала – аустенитной стали, изменяющиеся в зависимости от температуры. Модель Гаусса, описывающая распределение мощности лазерного луча от подвижного источника тепла, выбирается в алгоритмах решения. Влияние различных параметров лазерного луча на полученное температурное поле и форму зоны реза оценивается на основе численных расчетов. Результаты сравниваются с результатами эксперимента.
Ключевые слова: лазерная резка, численное моделирование, ПО Abaqus, температурное поле.
1 Введение
Крупные и средние производственные предприятия используют резку в производственном процессе. В настоящее время одним из самых популярных методов резки различных типов материалов является лазерно-лучевая резка. На данный момент быстро растущие научно-технические достижения в проектировании и изготовлении лазерного оборудования и системы управления сделали процесс лазерной резки основным методом обработки материалов [1, 2]. Этот метод характеризуется высокой точностью резки, высокими скоростями лазерного источника, узкими зоной реза и зоной термического влияния, что приводит к очень хорошему качеству края реза [2, 3].
Во время процесса резки энергия лазерного луча напрямую влияет на область резания, в которой расплавляется материал. Расплавленный материал частично испаряется, а оставшаяся часть выдувается из разреза потоком попутного газа [2-4]. Для процесса резки важно правильно выбрать параметры данного процесса. Правильный выбор таких параметров оказывает существенное влияние на получаемое качество реза. Технолог должен определить оптимальные технологические параметры резки [2, 3]. В некоторых случаях выбор этих параметров занимает много времени, а эксперименты довольно затратные [5-9]. Поэтому всё чаще проводится численное исследование. При численном анализе необходимо выбрать соответствующие математические модели и разработать соответствующую численную модель [7-9].
В статье представлен численный анализ тепловых явлений в процессе резки листов с помощью лазерного луча. Проведено экспериментальное исследование процесса резки листов четырех разных толщин. Во всех случаях в процессе резки используется одна и та же мощность лазерного луча. Остальные параметры выбираются для получения хорошего качества реза [3, 9]. На основании размеров и технологических параметров опыта в программе Abaqus разработана трехмерная дискретная модель и проведены расчёты. Используя реализованную дополнительную подпрограмму для программы численных расчетов, можно моделировать движение лазерного луча. Найденные в соответствующей литературе теплофизические характеристики стали S235Jr адаптированы в расчетах [10]. Из-за небольших различий в ширине разреза на верхней и нижней плоских поверхностях, в численных расчетах применяются Гауссовы цилиндрические модели источников тепла. Такая модель принимает форму источника, эквивалентного объема цилиндра с радиусом ro и высотой h в предположении постоянного значения мощности луча по всей глубине (h) проникновения луча в материал [11].
На основе численного моделирования определяется температурное поле и оценивается форма зон реза. Полученные результаты сравниваются с экспериментом, где сравнительным критерием является ширина реза.
2 Эксперимент
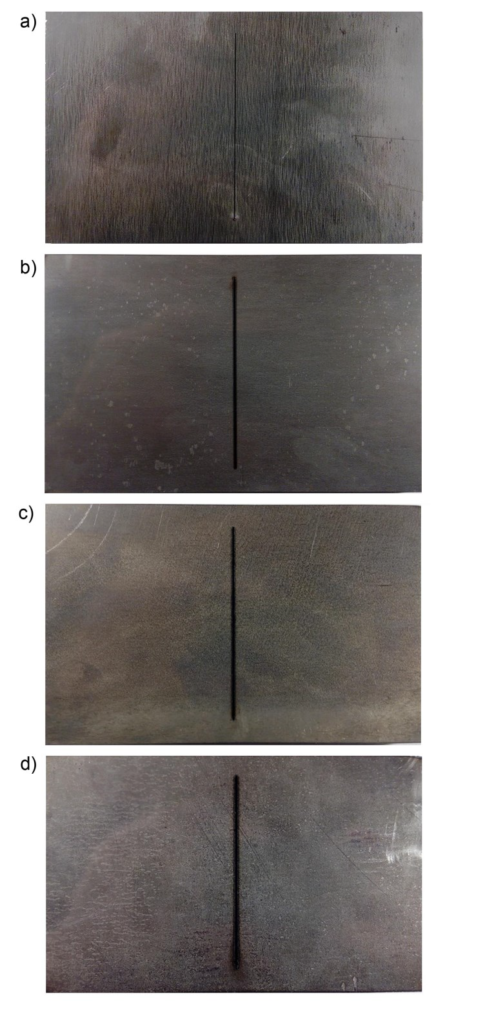
Лазерная резка образца из стали S235Jr осуществляется на волоконном лазере. Экспериментальные исследования проводятся для листов с размерами 100 × 160 мм с четырьмя различными толщинами 5 мм, 8 мм, 10 мм и 15 мм. Рез производится по короткой стороне длиной 80 мм. На рисунке 1 показаны листы с лазерной резкой.
Технологические параметры, использованные в эксперименте, представлены в таблице 1. Для всех случаев используется одинаковая мощность лазерного луча 4000 Вт. Из-за разной толщины разрезаемых элементов использовались разные скорости луча. В случае листов толщиной 5 мм в качестве защитного газа используется азот. Однако в других случаях из-за толщины листов используется кислород. Как видно из изображений листов, ширина реза увеличивается с увеличением толщины элемента. Это связано с необходимостью достижения более глубокого проникновения источника тепла.
В таблице 2 представлены измеренные значения ширины полученных резов. Измерение производилось рабочим способом с использованием измерительного щупа.
Рисунок 1. Лазерная резка листов, а) 5 мм; b) 8 мм; c) 10 мм; d) 15 мм.
Таблица 1. Параметры процесса лазерной резки
| Параметры лазерной резки | Толщина стали [мм] | |||
| 5 | 8 | 10 | 15 | |
| Скорость резки [мм/с] | 70,0 | 35,0 | 25,0 | 13,0 |
| Газовое давление [бар] | 18,0 | 0,70 | 0,75 | 0,75 |
| Мощность [Вт] | 4000 | 4000 | 4000 | 4000 |
| Высота сопла над материалом | 0,5 | 1,0 | 1,0 | 1,2 |
| Фокус [мм] | -3,0 | +2,0 | +2,5 | +3,5 |
| Диаметр сопла[мм] | 3,0 | 1,5 | 1,5 | 2,0 |
| Защитный газ | азот | кислород | кислород | кислород |
Таблица 2. Измерение реза
| Толщина стали [мм] | Ширина реза [мм] | |
| Верхняя поверхность | Нижняя поверхность | |
| 5 | 0,2 | 0,2 |
| 8 | 0,6 | 0,7 |
| 10 | 0,7 | 0,8 |
| 15 | 0,9 | 1,2 |
Экспериментальные испытания используются для проверки принятых математических и численных моделей. В представленной работе численный анализ выполнен для листа толщиной 8 мм. Для анализа предполагалось, что рез на верхней и нижней поверхностях одинаков и составляет 0,7 мм (Рисунок 2).
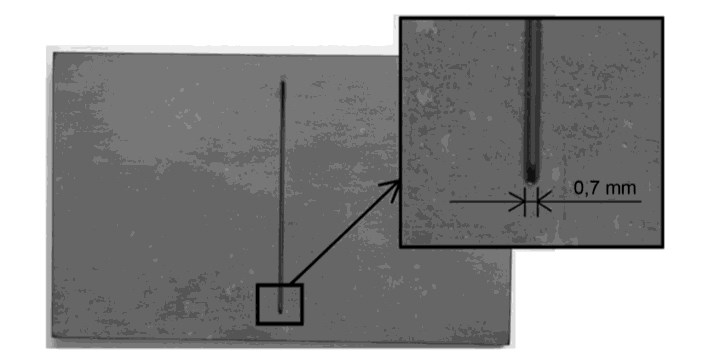
Рисунок 2. Предполагаемая ширина реза для листа толщиной 8 мм
- Анализ тепловых явлений
Проведены численные расчеты тепловых явлений, возникающих в процессе резки в ПО Abaqus/ Standard solver. Численный анализ температурного поля при лазерной резке определяется на основе решения уравнения сохранения энергии законом Фурье [12]:

где λ – теплопроводность [Вт/(м·°С)], U = U(T) – внутренняя энергия [Дж/кг], qv – источник тепла лазерного луча [Вт/м3], T = T (xα, t) – температура [°C], qs – граничный тепловой поток [Вт / м2], δT – переменная, ρ – плотность [кг/м3], T = T (xα, t) температура [°C].
Уравнение в термическом анализе (1) завершается начальным условием t = 0 : T = To и граничными условиями типа Дирихле, Неймана и Ньютона с учетом потерь тепла из-за конвекции, излучения и испарения [11]:

где αk – конвективный коэффициент (предполагается, что αk = 50 Вт/м2°C, ε – излучение (ε= 0,5), σ – постоянная Стефана-Больцмана, а q (r, 0) – тепловой поток в направлении верхней поверхности расплавленной заготовки (z = 0) в зоне активности источника радиуса r, T0 = 20°C – температура окружающей среды.
4 Модель источника тепла
Для моделирования движения лазерного луча реализована дополнительная подпрограмма для расчетов (calculation solver). Смоделированы распределение мощности и траектория движения источника тепла. Из-за небольших различий в ширине реза на верхней и нижней поверхностях (Рис. 2) в расчетах принята модель Гаусса с цилиндрической формой источника тепла [11]:

где QL – мощность [Вт] лазерного луча, r0 – радиус луча [м], – фактический радиус [м], h – глубина проникновения [м], z – фактическое проникновение [м].
Рисунок 3 изображает пример распределения мощности лазерного луча с распределением, описываемым уравнением (3)
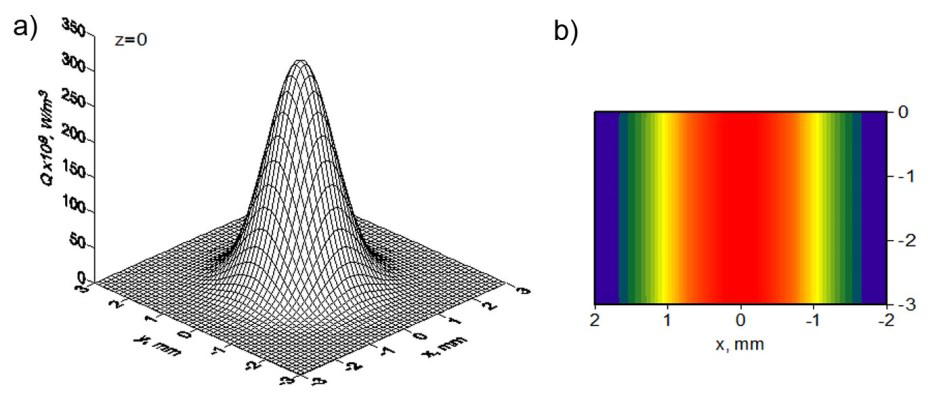
Рисунок 3. Распределение мощности источника лазерного луча а) по верхней поверхности, b) по оси источника тепла
5 Численная модель
Трехмерная модель анализируемых листов разработана в программе Abaqus. Геометрические размеры модели такие же, как при проведении эксперимента. На рисунке 4 показана схема системы с размерами. Для численного расчета используемые экспериментальные технологические параметры процесса резки приняты следующим образом: мощность лазерного источника QL = 4000 Вт и скорость источника v = 35 мм/с. С другой стороны, на основании численной проверки радиус луча r = 0,16 мм и глубина проникновения, равная толщине разрезаемого листа h = 8 мм.
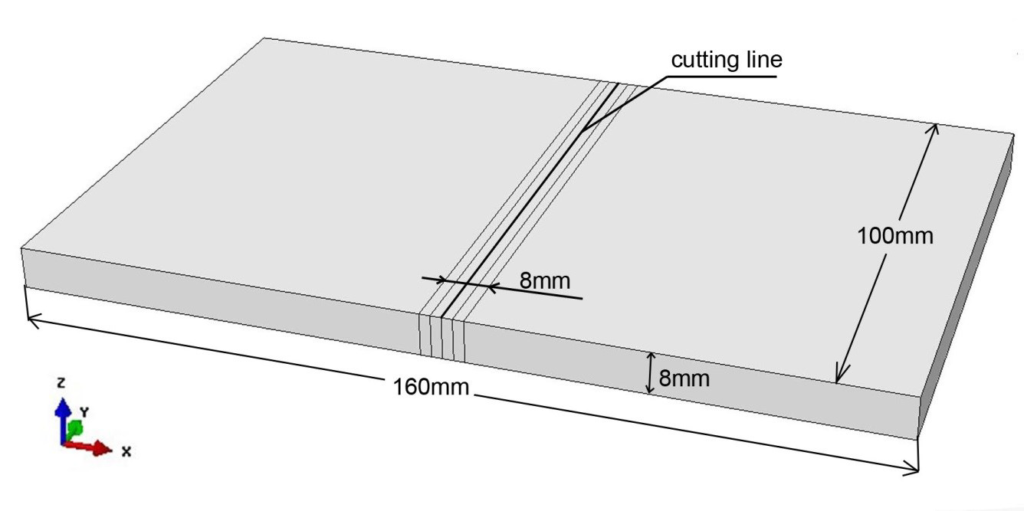
Рисунок 4. Схема рассматриваемой системы
Разработанная дискретная модель лазерной резки стальных листов представлена на рисунке 5. Прямоугольные конечные элементы выбраны для разработанной модели. Из-за высокого температурного градиента в зоне резания, очень высокой скорости источника и малого радиуса лазерного луча, необходимо задать значительное уплотнение сетки в месте работы источника резания [7, 13].
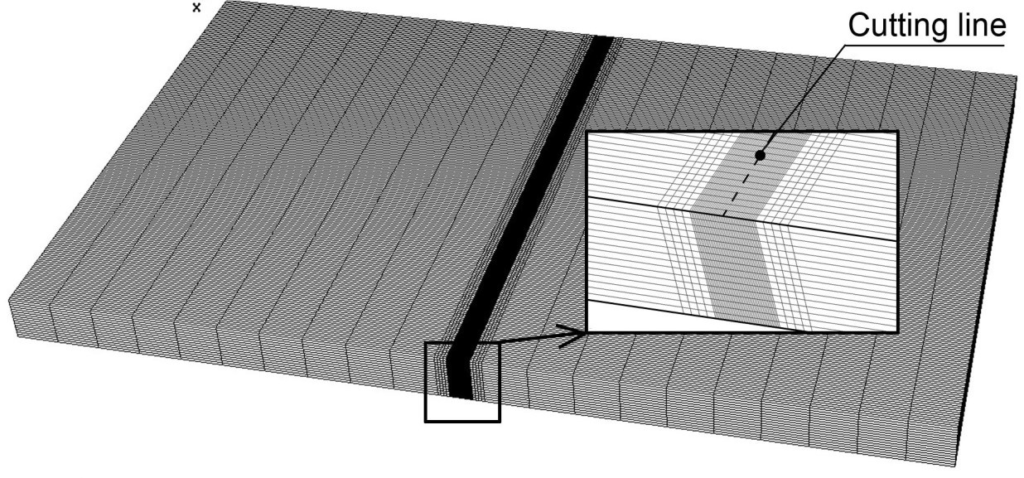
Рисунок 5. Дискретность анализируемого домена
В разработанной модели размер элемента сетки составляет 0,05×0,05×0,05 мм. Такая плотность оказывает существенное влияние на устойчивость решения алгоритма, но в то же время увеличивает продолжительность численного расчёта. Чтобы свести к минимуму время расчета вдали от линии реза, размер такого элемента намного больше.
В расчетах по программе Abaqus были приняты теплофизические свойства стали S235JR, взятые из литературы [13].
6 Результаты и обсуждение
Температурное поле в листе определяется численно на основе принятой математической и численной модели, разработанной в программе Abaqus. Ширина зоны реза оценивается численно. На рис. 6 показан общий вид температурного распределения. На рисунке 8 показано распределение в поперечном направлении к линии ртеза. На чертежах границы зон расплавленного металла отмечены сплошной линией (изолинии TL ≈ 1460 °C). Полученное температурное распределение значительно превышает температуру плавления стали. Можно предположить, что часть материала, расходуемого на линии раза, испарилась, а оставшаяся часть будет продуваться защитным газом.
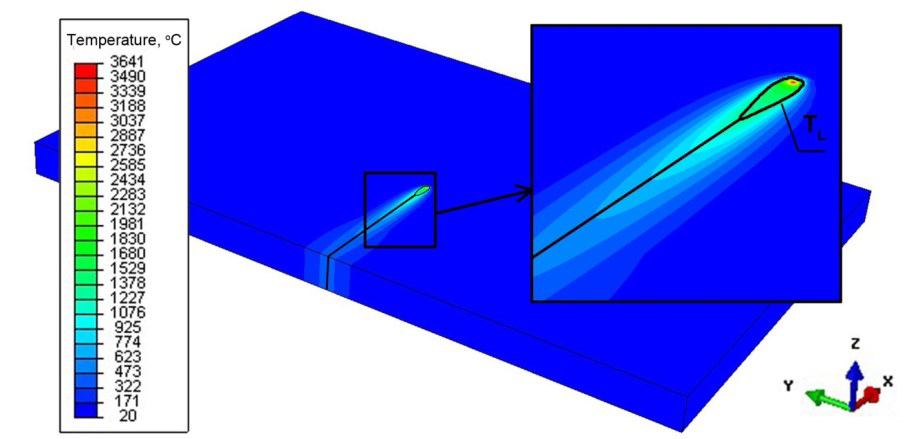
Рисунок 6. Температурное распределение сварного Т-образного соединения, а) сравнение численно прогнозируемой формы расплавленной зоны с экспериментом b)
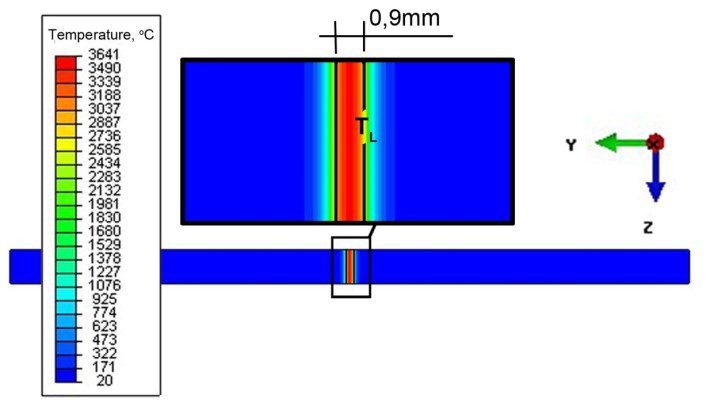
Рисунок 7. Температурное распределение в поперечном сечении разрезаемого элемента
Чтобы показать ширину реза в программе Abaqus, все элементы, в которых температура превысила значение температуры ликвидуса, деактивируются программой (Рисунок 8). Кроме того, на рисунке 7 обозначена граница зоны термического влияния.
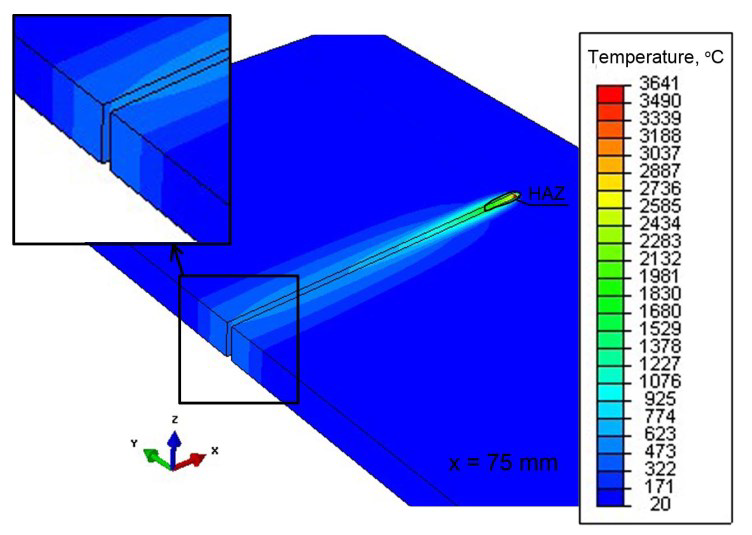
Рисунок 8. Температурное распределение в поперечном сечении разрезаемого элемента
На рисунке 9 представлено сравнение области резки с изображением, оцененным численным анализом. Сравнивая оба изображения, можно сделать вывод, что численным способом был получен аналогичный разрез, что указывает на корректность выбранных численных моделей.
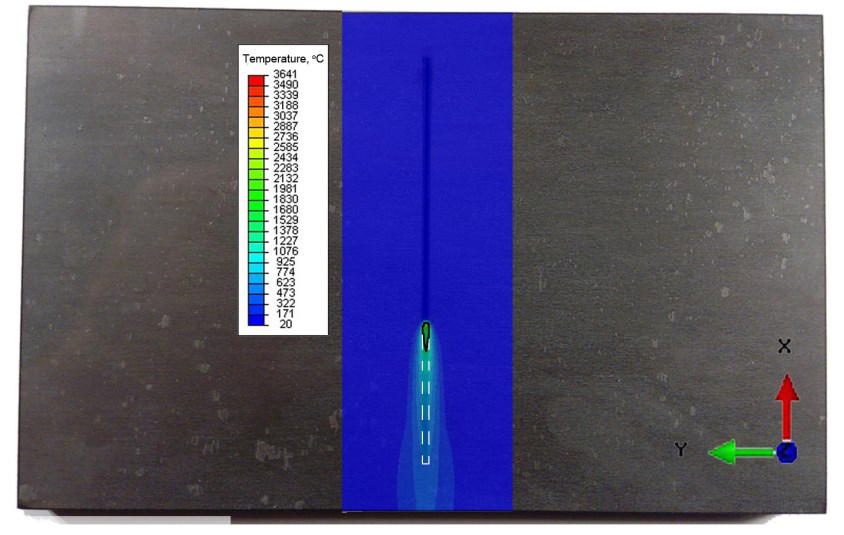
Рисунок 9. Сравнение численного моделирования с экспериментальными исследованиями
The small differences between the experiment and the numerical tests obtained may result from the adoption of the cylindrical shape of the beam power distribution. The second factor that can be influenced is the numerical verification of the beam radius. This radius should be determined automatically by the program on the basis of information such as: the distance of the nozzle from the upper surface of sheet and the place of focus of the laser beam.
Небольшие различия между экспериментом и полученными численными испытаниями могут быть обусловлены выбором цилиндрической формы распределения мощности луча. Вторым фактором, который может повлиять, является численная проверка радиуса луча. Этот радиус должен определяться программой автоматически на основе такой информации, как: расстояние от сопла до верхней поверхности листа и место фокусировки лазерного луча.
7 Выводы
Численный анализ тепловых явлений, возникающих в процессе лазерной резки, требует надежных условий данного процесса. Проведение анализов в коммерческих инженерных ПО требует внедрения дополнительных модулей.
В данной работе (статье) сравнены результаты численного моделирования с экспериментом, в котором в качестве критерия сравнения выбирается разрез (область реза), возникающий в результате резки лазерным лучом. На основании параметров процесса, принятых для расчета, численно оцененная ширина реза составляет 0,9 мм. Небольшие различия в ширине реза присутствуют по сравнению с экспериментом, что может быть связано с моделью Гаусса источника тепла и упрощениями при определении диаметра лазерного луча. Разработанная численная модель может стать эффективным инструментом для технологов при определении оптимальных параметров процесса резки.
Список литературы
- J. Barczyk, M. Kłosowiak, Robotyzacja cięcia laserowego. Pomiary Automatyka Robotyka, 6, 14-17 (2005)
- A. Klimpel, Technologie laserowe. Wydawnictwo Politechniki Śląskiej, Gliwice, (2012)
- J. Pilarczyk, M. Banasik, J. Stano, Technological applications of laser beam welding and cutting at the Instytut Spawalnictwa. Przeglad Spawalnictwa, 5-6, 6-10 (2006)
- A. Klimpel, Spawanie, zgrzewanie i cięcie metali. Wydawnictwo Naukowo-Techniczne, Warszawa, (1999)
- T. Nieszporek, R. Golebski, P. Boral, Shaping the helical surface by the hobbing method. XXI Polish-Slovak Scientific Conference Machine Modeling And Simulations MMS 2016, Procedia Engineering, 177, 49-63 (2017)
- T. Nieszporek, P. Boral, The technology of variable-pitch cone worms in plastic extruding presses. Metalurgija, 52 (3), 363-367 (2013)
- M. Kubiak, W. Piekarska, Z. Saternus, T. Domański, S. Stano, Simulations And Experimental Research On Laser Butt-Welded T-Joints. METAL 2014: 23RD International Conference On Metallurgy And Materials, 726-731 (2014)
- L. Sowa, Z. Saternus, M. Kubiak, Numerical Modelling of Mechanical Phenomena in the Gantry Crane Beam. Procedia Engineering, 177, 225-232 (2017)
- M. Kristiansen, S. Villumsen, F. O. Olsen, Modelling of the remote fusion cutting process based on experiments. 15th Nordic Laser Materials Processing Conference, Nolamp, Lappeenranta, Finland, Physics Procedia, 78, 110-119 (2015)
- K. Miłkowska-Piszczek, J. Falkus, P. Drożdż, The influence of enthalpy and specific heat on the distribution of temperature in the continuous steel casting process, Acta Metallurgica Slovaca – Conference, 4, 82-89 (2014)
- W. Piekarska, Numerical analysis of thermomechanical phenomena during laser welding process. The temperature fields, phase transformation and stresses; Wydawnictwo Politechniki Częstochowskiej, Częstochowa (2007)
- SIMULIA, Abaqus FEA theory manual. Version 6.7, Dassault System (2007)
- W. Piekarska, M. Kubiak, Z. Saternus, S. Stano, T. Domański, Numerical prediction of deformations in laser welded sheets made of X5CrNi18-10 steel. Archives of Metallurgy and Materials, 60 (3), 1965-1972 (2015)